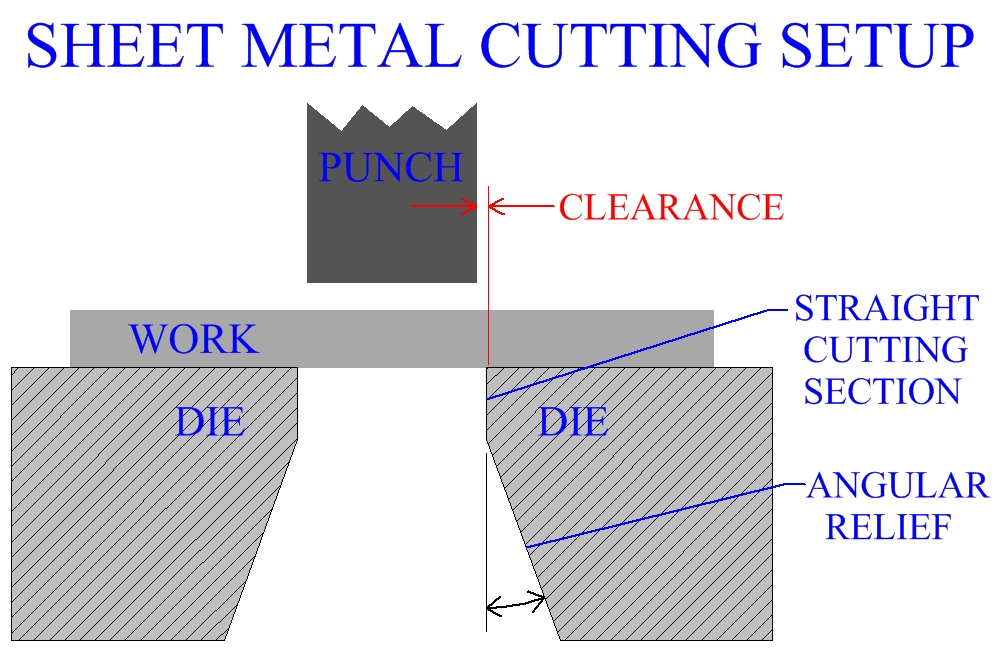
A long time industry rule of thumb used by die makers for the clearance between the punch and the die button is 5 of the stock thickness per side.
As sheet metal stock thickness increases the clearance between punch and die should.
A circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.
As sheet metal stock hardness increases the clearance between punch and die should.
This adds stress to the sheet and increases distortion.
In manufacturing industry there is a range of optimum values for specific processes clearances may span from 1 to 30 of sheet thickness.
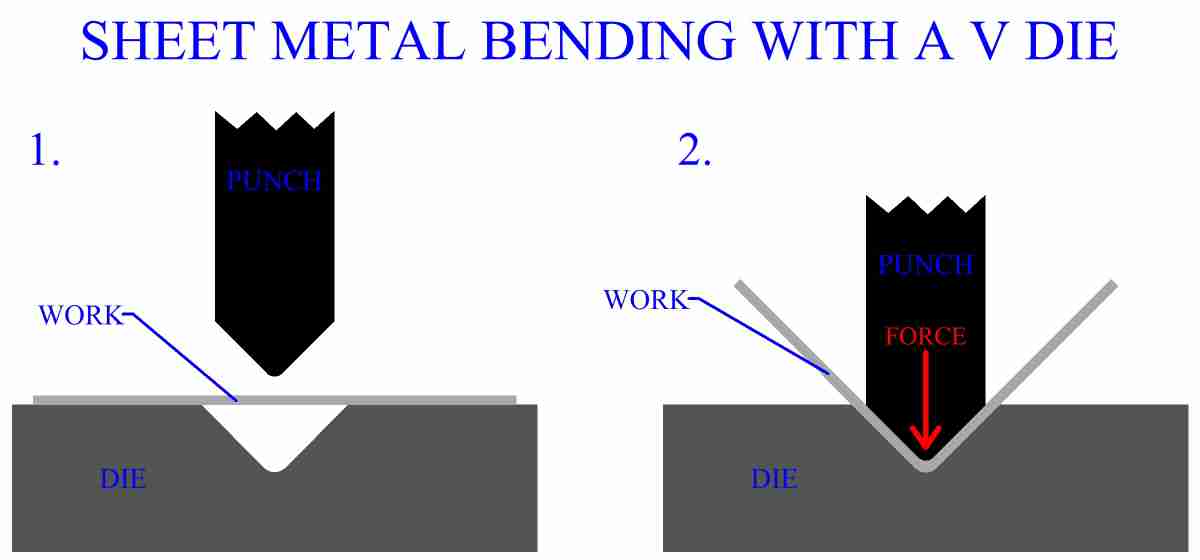
The bend angle is determined by the depth that the punch forces the sheet into the die.
The greater the sheet metal thickness the higher the clearance value should be.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as the.
30 table 1 recommended die clearance table.
20 25 long service life of dies.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
This provided an acceptable burr height and slug control.
Generally typical values span from 3 to 8 of sheet thickness.
Next make sure you have the correct die clearance for the material type and thickness you re punching see figure 2.
A large factor is the type of work material and its temper.
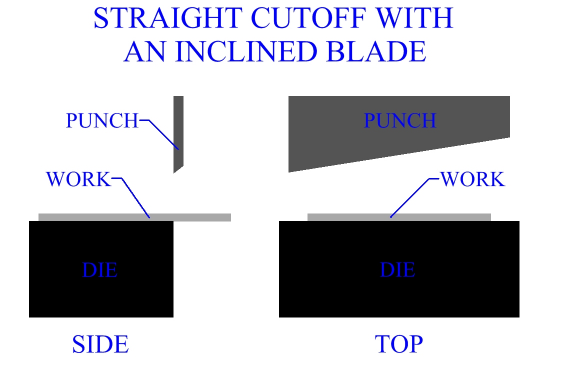
The sheet is placed between the two and held in place by the backstop.
B a circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.
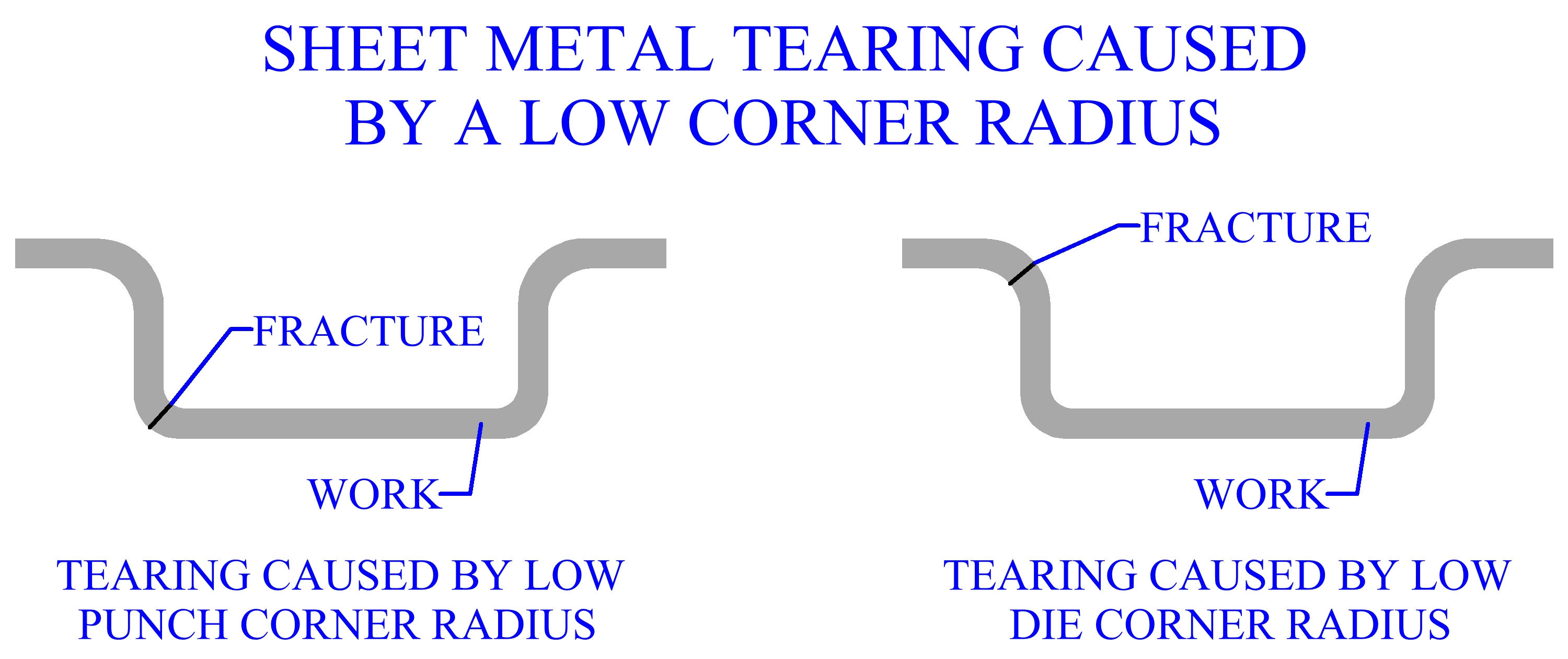
If you have too much clearance the material will stretch before the material fractures to produce the slug.
This depth is precisely controlled to achieve the required bend.
The percentage of the die clearance to the material thickness.
Min service life of dies.
A be decreased b be increased or c be unaffected.
B be increased a round sheet metal slug produced in a hole punching operation will have the same diameter as.
The press brake contains an upper tool called the punch and lower tool called the die between which the sheet metal is placed.
Increased 16 7 a circular sheet metal slug produced in a hole punching operation will have the same diameter as the a die opening or b punch.