Increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as a.
As sheet metal stock hardness increases the clearance between punch and die should.
The punching force increases.
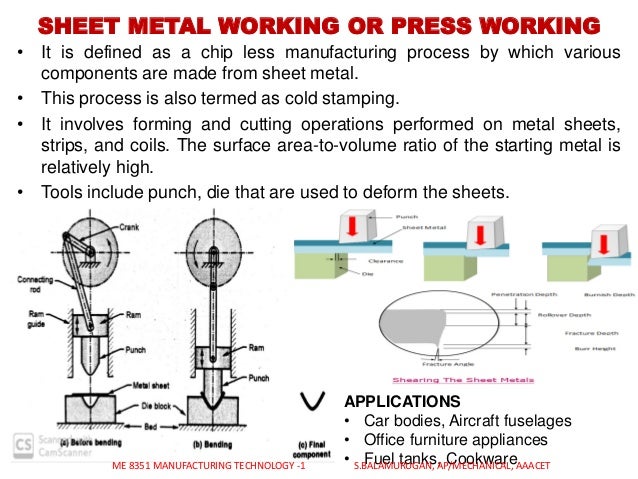
For the determination of the die clearance value empirical formulas and charts are generally used.
Determination of the punch and die clearance value.
The die opening or b.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
The life of the mold is shortened.
Enter information about your punch in row d.
This helps to prevent the punch from working into the die and minimizes.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be increased a circular sheet metal slug produced in a hole punching operation will have the same diameter as the.
Each test result was recorded and a mathematical model was created.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
I m not sure the hardness has that much of an effect on sheet.
A circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.
Enter information about the stock you are punching in rows a b and c below.
To prevent this try using backing plates behind the punch pads or retainers that match punch head hardness same hrc.
16 6 as sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
In any punching process you want as clean a cut as possible though it may be that the load required for a cut could increase and the.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a.
Increased 16 7 a circular sheet metal slug produced in a hole punching operation will have the same diameter as the a die opening or b punch.
B a circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.
The stress of high speed stamping can cause punches to work into the retainer damaging both the punches and retainer.
Use it to calculate die clearance required for perforating metals plastics and more.
20 3 as sheet metal stock hardness increases in a blanking operation the clearance between punch anddie should be a decreased b increased or c remain the same.